

厚壁钢管经定径过后,将通过辊道运送到预精整区,精整线的首道工序就是冷却,冷却在冷床上进行。冷床的形式有链式冷床、齿条式冷床、螺旋式冷床、步进式冷床。我厂采用的是步进式冷床,这种冷床的特点:
(1) 冷却均匀;
(2) 厚壁钢管表面的损伤少;
(3) 管子可在同一齿内旋转,以获得最大的直线度。
步进冷床的长度为58米,宽度34米,床面倾斜向下,倾角为2.78°。冷床沿宽度方向分四部分,每一部分各有一套提升和平移装置。冷床的末端设有水冷装置,以冷却厚壁管,冷却后管子的温度低于80℃。
8.1.1 冷床结构组成:1 回转臂移送机:从定径机出来的管子通过辊道运送到冷床前端,再通过回转臂移钢机将管子送到冷床上冷却。
2 床身冷床床身包括一个焊接钢结构的运动框架、一个焊接钢结构的固定框架、活动梁的提升、移送装置。运动框架、固定框架分别固定有齿条。步进梁的提升和平移过程如图8-1所示,
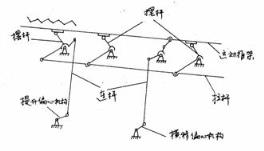
图8-1 冷床结构示意图
当升降驱动电机驱动偏心轴转动时,通过连杆和拉杆使步进框架上、下运动,从而带动步进梁运动。因为偏心轴带动的摆杆和活动框架是滚动接触,这样就可以保证活动梁在提升驱动过程中只有升降运动,而无平移运动。同样当横移驱动电机驱动偏心轴转动时,通过连杆使摆动机构使运动框架水平移动。
厚壁钢管在步进梁的齿条和固定梁的齿条上通过对电气设备的控制将有两种动作方式,如图8-2。

图8-2 厚壁钢管提升移送图
为了说明厚壁钢管的运动情况,现将两种情况分解如下:
厚壁钢管分步前送时,如图8-3。在一个周期内管子前移距离为四个步骤位移之和,为130+150+70+0=350mm,等于一个齿形长。
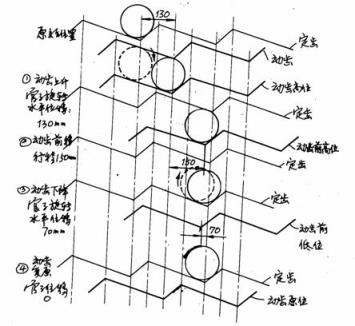
图8-3 厚壁钢管步进动作图
厚壁钢管在同一个齿形内动作,如图8-4。在一个周期内管子前移距离为四个步骤位移之和,等于130+(一150)十20+0=0。
从上面的图上可以知道,不论采用哪一种工艺方法,管子在冷床上将不断地旋转。以获得良好的矫直度。

图8-4 厚壁钢管原地动作图
3 臂式拨入机厚壁钢管经过冷却后,在冷床的末端斜蓖条上将通过两台臂式拨人机送到水冷槽的旋转送料器上。臂式拨入机用液压缸操作。
4 水冷槽如图8-5所示,当厚壁钢管在冷床上已经冷却到低于80℃时,就无需进行水冷,这时厚壁钢管经旋转送料器(如图8-6)直接越过水冷槽。对于经过冷床后未降到所需温度的厚壁钢管,将进入水槽冷却。这时只需使送料器反方向旋转即可。
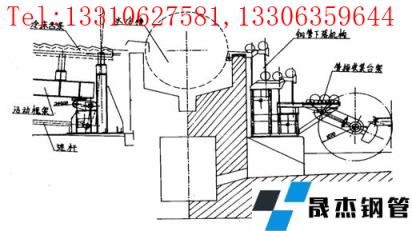
图8-5 冷床后厚壁钢管水冷和下落机构
图8-6 旋转送料器
此送料器可以两个方向旋转。送料器拨叉的头上安装有辊子,辊子和水槽底接触以减
少摩擦。
5 厚壁钢管下落机构为了使管子经水冷后下降到去预精整锯切的管排收集台架上,在水冷槽的后面安装有一套厚壁钢管下落机构,该机构为易降式液压杠杆系统,其结构如图8-7所示:
图8-7 厚壁钢管下落机构
厚壁钢管离开水槽将自行浓动到第一级下降机构的固定梁上,然后被第一级下降机构的活动梁接收,第一级下降机构在液压缸操作下使连杆带动全部活动梁运动,将厚壁钢管送到第二级下降机构的固定梁上,然后通过同样的动作方式将厚壁钢管送至管排收集台架上。厚壁钢管被第一级下降机构送到第二级下降机构的固定梁的过程中,由于厚壁钢管在长度方向上下降的高度不同,因而使厚壁钢管倾斜,使管中残留的水排出。但通过第二级下降机构送至收集台架时,由结构决定使厚壁钢管下降高度在长度方向恢复了平衡。这样厚壁钢管就可以很稳定地进入精整锯切区域。
8.1.2 冷床的技术性能:冷床型式:步进梁式
长度:58米
宽度:34米
齿数:164个
齿距:350毫米
步进梁间距:分三段。第一段(长5米):500mm;
第二段(长21米):1000mm;
第三段(长32米):2000mm。
起始2米齿条梁:用铸铁板
步进梁传动:电气——机械传动
管子出料:用易降式杠杆系统
步进周期:约15sec
提升电机:4台100KW1100rpm直流
平移电机:4台22KW 1600rpm直流
免责声明:本网站(山东聊城晟杰无缝钢管厂www.qlsteels.com)刊载的“8.1 厚壁钢管冷却”等均源于网络,版权归原作者所有,且仅代表原作者观点,本文所载信息仅供参考。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时联系删除。本网站刊登此篇文章并不意味着本站赞同其观点或证实其内容的真实性,我们不对其科学性、严肃性等作任何形式的保证 。如果侵犯了您的版权,请尽快联系我们予以撤销,谢谢合作!
请查看相关产品 厚壁钢管,厚壁无缝钢管,厚壁管,无缝钢管厂,无缝钢管厂家